Раздел содержит серию статей, каждая из которых решает конкретную задачу нашего клиента.
Нержавеющая сталь для пищевой и перерабатывающей промышленности
Введение о важности выбора материала, краткий обзор ключевых тем (нормативы, проектирование, эксплуатация), анонсы всех старий раздела с активными ссылками на них.
Области применения:
• Молочное и сыроваренное оборудование
• Линии розлива напитков
• Резервуары для вина и пива
• Мясоперерабатывающие комплексы
• Пекарни и кондитерские цеха
• Молочное и сыроваренное оборудование
• Линии розлива напитков
• Резервуары для вина и пива
• Мясоперерабатывающие комплексы
• Пекарни и кондитерские цеха
Гигиенические требования СанПиН, ХАССП и ТР ТС: что нужно знать инженеру о нержавеющей стали
Для инженера, проектирующего пищевое оборудование, нержавеющая сталь — это не просто материал, а элемент системы безопасности продукции. Её выбор и обработка напрямую влияют на успешное прохождение проверок Роспотребнадзора, получение сертификатов и главное — на безопасность потребителя. В этой статье мы разберем, какие нормативные документы регулируют применение нержавейки в пищепроме и какие практические требования они предъявляют к инженерным решениям.
1. Нормативная база: что требует законодательство
Работа в пищевой отрасли регулируется тремя ключевыми уровнями требований:
2. Концепция гигиеничного дизайна
Это ключевая философия, лежащая в основе всех стандартов. Оборудование должно быть спроектировано так, чтобы его можно было быстро, полностью и эффективно очистить.
Принципы, касающиеся материалов и обработки:
Это самый важный для инженера измеримый параметр. Ra (среднее арифметическое отклонение профиля) определяет, насколько легко с поверхности удаляются загрязнения и микроорганизмы.
1. Нормативная база: что требует законодательство
Работа в пищевой отрасли регулируется тремя ключевыми уровнями требований:
- Технический регламент Таможенного союза ТР ТС 029/2012 «Требования безопасности к пищевым добавкам...»
- Что важно для инженера: В Приложении 2 четко указано: материалы, контактирующие с пищей, должны соответствовать установленным требованиям, быть стойкими и не передавать в продукт вредные вещества. Для нержавеющей стали это означает обязательное наличие Декларации о соответствии (или Сертификата) от производителя металла, подтверждающей её безопасность для контакта с пищевыми продуктами.
- СанПиНы (Санитарные правила и нормы)
- Суть: Устанавливают гигиенические требования на всех этапах производства. Для оборудования это означает, что его конструкция и материалы должны позволять эффективную мойку и дезинфекцию, исключать риск загрязнения продукции.
- Система ХАССП (HACCP — Hazard Analysis and Critical Control Points)
- Что важно для инженера: ХАССП — это международный системный подход к безопасности. В рамках этой системы оборудование является частью производственной среды. Его некорректная конструкция или неподходящий материал могут стать критической контрольной точкой (ККТ) — источником физического, химического или биологического загрязнения. Выбор правильной нержавеющей стали и её обработка — это способ устранить или минимизировать этот риск на этапе проектирования.
2. Концепция гигиеничного дизайна
Это ключевая философия, лежащая в основе всех стандартов. Оборудование должно быть спроектировано так, чтобы его можно было быстро, полностью и эффективно очистить.
Принципы, касающиеся материалов и обработки:
- Гладкая, нетоксичная, непористая поверхность: Именно поэтому используется полированная нержавеющая сталь, а не, например, обычная черная сталь или дерево.
- Отсутствие «мертвых зон», зазоров и щелей: Все стыки должны быть герметичными (гладкая сварка), внутренние углы — иметь радиус закругления (обычно не менее 6 мм), исключающий накопление остатков продукта.
- Коррозионная стойкость: Материал не должен разрушаться под воздействием пищевых сред, моющих и дезинфицирующих средств.
Это самый важный для инженера измеримый параметр. Ra (среднее арифметическое отклонение профиля) определяет, насколько легко с поверхности удаляются загрязнения и микроорганизмы.
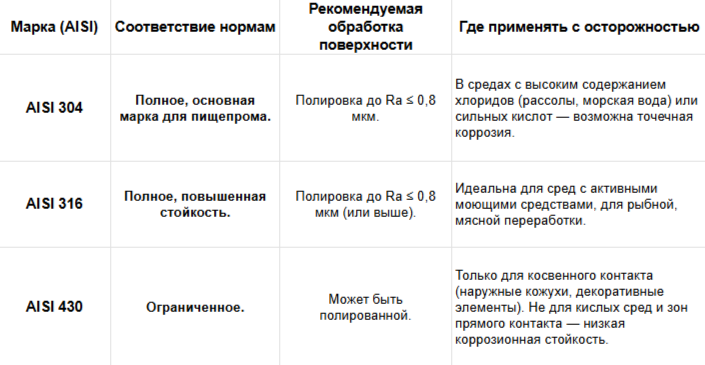
- Ra > 0,8 мкм: Поверхность визуально матовая. Микроскопические неровности могут удерживать остатки продукта и биопленку. Не соответствует гигиеничным требованиям для зон прямого контакта с пищей.
- Ra = 0,4 — 0,8 мкм (шлифованная, сатинированная): Стандарт для многих поверхностей, контактирующих с пищей. Допускается для стенок резервуаров, желобов.
- Ra < 0,4 мкм (электрополированная, зеркальная): «Золотой стандарт» для самых ответственных зон: рабочих столов, внутренних поверхностей труб для молока, пива, соков, режущих кромок, смесительных элементов. Такую поверхность легче всего очистить до состояния микробиологической чистоты.
Выбор марки стали с точки зрения норм
Не все «нержавейки» одинаково пригодны. Нормативы требуют стойкости к коррозии и моющим средствам.
Инженерные решения для соответствия требованиям
- Сварные швы: Должны быть сплошными, ровными, без пор, подрезов и кратеров. После сварки обязательна зачистка и полировка до гладкости, сопоставимой с основным металлом.
- Крепежные элементы: Предпочтение следует отдавать сварным конструкциям. Если используются болты/гайки, они должны быть из той же или более стойкой марки стали, с герметизирующими прокладками, а их головки — гладкими, без шлицов, где может скапливаться грязь.
- Дренаж и наклоны: Конструкция должна исключать застой продукта и воды. Все поверхности должны иметь уклон к дренажным отверстиям.
Заключение
Знание гигиенических требований — это не бюрократия, а часть инженерной культуры в пищевой промышленности. Правильный выбор марки нержавеющей стали и качества её обработки напрямую влияет на:
Ваше оборудование должно пройти проверку?
Мы поставляем сертифицированную нержавеющую сталь марок AISI 304 и 316 с необходимым уровнем полировки поверхности и оказываем услуги по гигиеничной сварке и полировке готовых изделий.
- Безопасность и качество конечного продукта.
- Легкость валидации моечных процедур в системе ХАССП.
- Срок беспроблемной службы оборудования и итоговую стоимость владения.
Ваше оборудование должно пройти проверку?
Мы поставляем сертифицированную нержавеющую сталь марок AISI 304 и 316 с необходимым уровнем полировки поверхности и оказываем услуги по гигиеничной сварке и полировке готовых изделий.
Проектирование пищевого оборудования: стыки, радиусы, отсутствие “мёртвых зон”
Спроектировать оборудование для пищевой промышленности — значит найти баланс между функциональностью, надежностью и абсолютной гигиеничностью. Даже самая дорогая марка нержавеющей стали не обеспечит безопасность, если конструкция содержит углы, стыки и полости, где могут скапливаться остатки продукта и размножаться бактерии. Эта статья — пошаговый гид по ключевым принципам гигиеничного дизайна (Sanitary Design), превращающий вашу 3D-модель в инструмент для производства безопасной продукции.
Принцип №1: Идеальные стыки - сварные, а не разъемные
Любой разъем — потенциальная «мёртвая зона». Там, где это технологически возможно, приоритет должен отдаваться сварным соединениям.
Оптимальные решения:
Стыковая сварка встык с последующей полировкой шва. Это золотой стандарт для трубопроводов и внутренних поверхностей резервуаров. Шов должен быть непрерывным, ровным и отполированным до той же степени гладкости (Ra), что и основной металл.
Плановая сварка (внахлест) допустима только в одном случае: если верхний элемент полностью перекрывает нижний, а сам стык направлен от зоны продукта и имеет достаточный зазор для промывки.
Недопустимые решения:
Принцип №2: Внутренние углы - только с радиусом закругления
Прямой угол (90°) — главный враг чистоты. В нем застревает продукт, его почти невозможно эффективно отмыть вручную, а в CIP-системах (мойка на месте) создаются завихрения.
Нормируемые радиусы:
Минимальный стандартный радиус: R ≥ 6 мм (1/4 дюйма). Этого достаточно для большинства сред.
Для вязких и липких продуктов (тесто, фарш, творог, мармелад): Рекомендуется R ≥ 10-12 мм.
Для вертикальных углов в высоких емкостях радиус может быть больше для улучшения дренажа.
Как реализовать на практике:
Днище/стенка резервуара: Использование штампованного или сварного днища с внутренним радиусом.
Перегородки, ребра жесткости: Закругление концов перед приваркой или проектирование со скруглением.
Литники, сливные отверстия: Интеграция в конструкцию с плавным переходом.
Принцип №1: Идеальные стыки - сварные, а не разъемные
Любой разъем — потенциальная «мёртвая зона». Там, где это технологически возможно, приоритет должен отдаваться сварным соединениям.
Оптимальные решения:
Стыковая сварка встык с последующей полировкой шва. Это золотой стандарт для трубопроводов и внутренних поверхностей резервуаров. Шов должен быть непрерывным, ровным и отполированным до той же степени гладкости (Ra), что и основной металл.
Плановая сварка (внахлест) допустима только в одном случае: если верхний элемент полностью перекрывает нижний, а сам стык направлен от зоны продукта и имеет достаточный зазор для промывки.
Недопустимые решения:
- Накладные соединения на заклепках или винтах в зоне прямого контакта с продуктом.
- Угловые швы (филетные) с внутренней стороны емкостей создают идеальную площадку для накопления остатков.
Принцип №2: Внутренние углы - только с радиусом закругления
Прямой угол (90°) — главный враг чистоты. В нем застревает продукт, его почти невозможно эффективно отмыть вручную, а в CIP-системах (мойка на месте) создаются завихрения.
Нормируемые радиусы:
Минимальный стандартный радиус: R ≥ 6 мм (1/4 дюйма). Этого достаточно для большинства сред.
Для вязких и липких продуктов (тесто, фарш, творог, мармелад): Рекомендуется R ≥ 10-12 мм.
Для вертикальных углов в высоких емкостях радиус может быть больше для улучшения дренажа.
Как реализовать на практике:
Днище/стенка резервуара: Использование штампованного или сварного днища с внутренним радиусом.
Перегородки, ребра жесткости: Закругление концов перед приваркой или проектирование со скруглением.
Литники, сливные отверстия: Интеграция в конструкцию с плавным переходом.
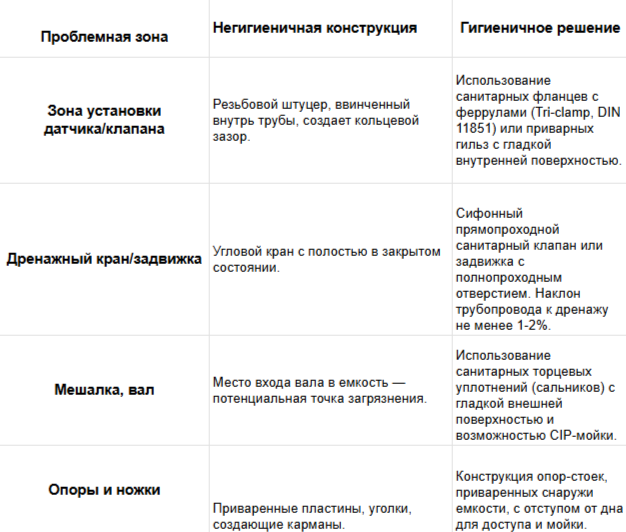
Принцип №3: Ликвидация "мертвых зон" и застойных областей
«Мёртвая зона» — это любой объем в аппарате, где поток продукта или моющего раствора останавливается или резко замедляется.
Типичные проблемные узлы и решения:
Типичные проблемные узлы и решения:
Принцип №4: Уклон и дренаж - основа самоочистки
Оборудование должно опорожняться полностью, под действием силы тяжести.
- Горизонтальные поверхности (столешницы, крышки): Должны иметь уклон не менее 1,5-2% (≈1-1.5°) в сторону сливного желоба.
- Днища стационарных емкостей: Конусное или сферическое (лотковое) днище с углом наклона, достаточным для полного стекания продукта к сливному клапану.
- Трубопроводы: При отключении насосов жидкость не должна застаиваться на участках. Проектируйте трассы с уклоном.
Проектирование — это инвестиция в безопасность
Следование принципам гигиеничного дизайна — это не просто «красиво» или «современно». Это:
- Снижение риска микробиологической порчи продукции и отзывов партий.
- Экономия на моющих средствах, воде, времени на санитарную обработку.
- Упрощение процедур валидации мойки для системы ХАССП.
- Прямое соответствие требованиям надзорных органов.
Нужна экспертиза на этапе проектирования?
Наши инженеры проводят анализ чертежей на соответствие принципам гигиеничного дизайна и дают практические рекомендации по конструкции и выбору материалов.
Skif
Нержавеющая сталь оптом от производителя
© 2025 СКИФ - Производство металлоконструкций. Все права защищены.