Гибка нержавеющей стали
Как избежать трещин, складок и неточностей
Гибка — один из ключевых процессов при создании изделий из нержавеющей стали. От корпусов оборудования и желобов до элементов конструкций и декора — именно гибка превращает плоский лист в объемную деталь. Однако нержавеющие сплавы, особенно аустенитные (AISI 304, 316), обладают высокой прочностью и склонностью к «пружинению», что требует особого подхода. Эта статья — практическое руководство по выбору метода, расчету параметров и предотвращению типичных дефектов при гибке.
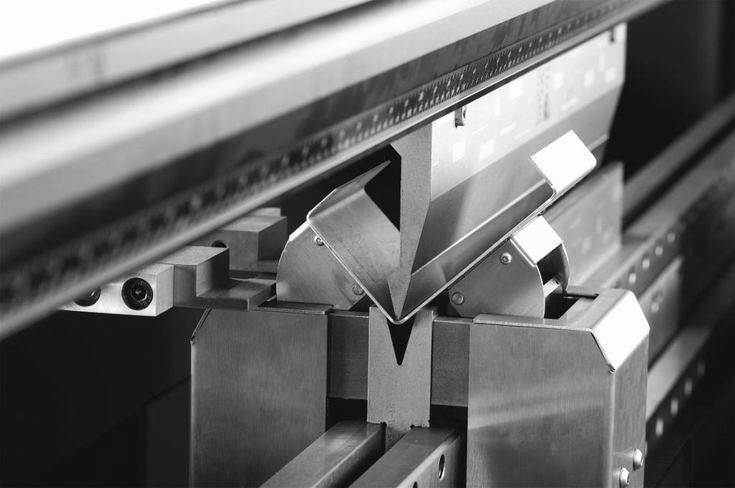
1. Основные методы гибки: от ручного станка до ЧПУ
Выбор технологии зависит от сложности задачи, толщины металла, требуемой точности и объема.
2. Ключевые параметры и расчеты при гибке
Чтобы получить правильную деталь «с первого раза», необходимо рассчитать:
- Допустимый радиус гиба (Rmin): Для нержавейки минимальный внутренний радиус гиба обычно равен толщине листа (S). То есть для листа 2 мм минимальный радиус — 2 мм. Меньший радиус ведет к риску трещин на внешней стороне изгиба.
- Величина пружинения: Нержавеющая сталь после снятия нагрузки стремится вернуться в исходное состояние. Угол гиба на станке должен быть на 2°-5° меньше требуемого конечного угла. Современные ЧПУ рассчитывают это автоматически.
- Размер развертки: Длина плоской заготовки, которая после гибки превратится в готовую деталь. Рассчитывается с учетом коэффициента нейтрального слоя. Ошибка ведет к неверным габаритам.
Практическая формула для оценки: Для гиба под 90° с внутренним радиусом R = S, прибавка на один гиб составляет примерно 1.6–1.8 толщины листа (S). Например, для листа 3 мм: прибавка ~ 5 мм на каждый гиб.
3. Типичные дефекты гибки нержавейки и как их избежать
- Трещины на внешнем радиусе:
- Причина: Слишком маленький радиус гиба, низкое качество или неподходящая марка стали (например, попытка согнуть закаленную сталь).
- Решение: Увеличить радиус гиба, использовать более пластичные марки (AISI 304 вместо 430), гнуть вдоль направления проката.
- Складки (гофры) на внутреннем радиусе:
- Причина: Отсутствие прижима или недостаточное усилие прижима при гибке тонкого листа на оборудовании без матрицы с подпором.
- Решение: Использовать матрицы с подпором (ребра жесткости), корректировать технологию.
- Царапины и повреждения полированной поверхности:
- Причина: Контакт с грязным или поврежденным инструментом станка (пуансоном/матрицей).
- Решение: Использовать инструмент с полированными рабочими поверхностями, чистить его перед работой, применять защитную пленку на материал.
- Нестабильность угла (пружинение):
- Причина: Неучет пружинения материала.
- Решение: Корректировка угла гиба с учетом опыта или данных ЧПУ, использование станков с функцией компенсации пружинения.
4. Особенности гибки труб и профилей
Гибка труб — более сложная задача, так как есть риск сплющивания сечения.
- Методы: Использование дорновых трубогибов, где внутрь трубы вводится оправка (дорн), поддерживающая стенку изнутри и сохраняющая круглое сечение.
- Ключевое правило: Чем тоньше стенка трубы и меньше радиус гиба, тем больше необходимость в дорне.
Успешная гибка нержавеющей стали — это симбиоз трех компонентов: правильного расчета параметров, выбора адекватного оборудования и учета специфики материала. Пренебрежение любым из этих пунктов ведет к браку и удорожанию проекта.
Нужен точный расчет гибки или есть сомнения в технологии?
Пришлите нашему технологу чертеж детали с указанием марки стали и толщины. Мы рассчитаем развертку, предложим оптимальный метод гибки и предоставим коммерческое предложение.
4. Особенности гибки труб и профилей: как сохранить сечение и прочность
Гибка трубчатых и профильных заготовок из нержавеющей стали — задача более высокого порядка сложности по сравнению с гибкой листа. Главная проблема — сохранение правильной геометрии поперечного сечения без сплющивания, гофрирования внутренней стенки или растяжения наружной. Для нержавеющих сплавов, обладающих высокой прочностью и упругостью, это особенно актуально.
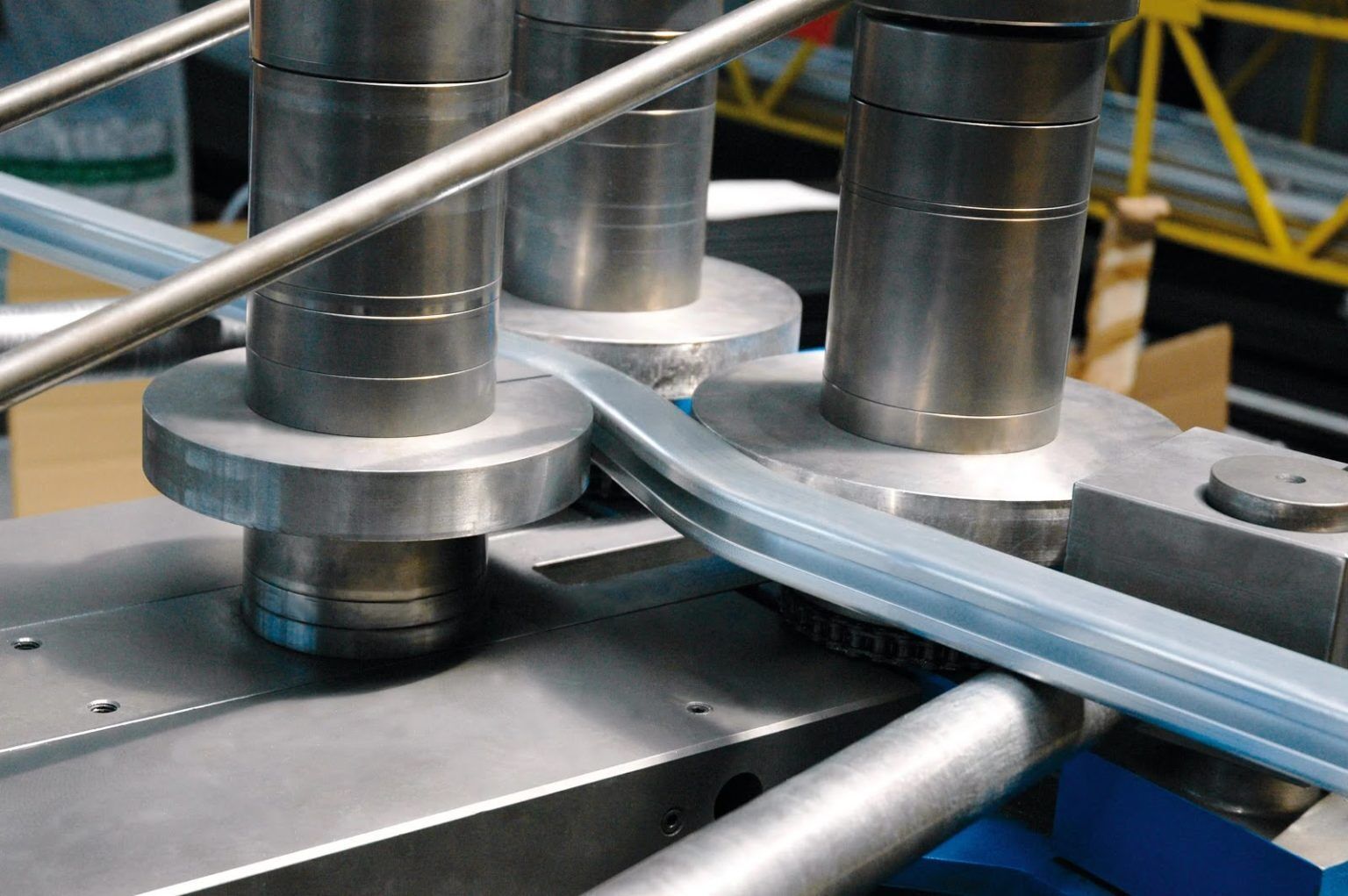
4.1. Основные методы гибки труб и профилей
Выбор метода зависит от требуемого радиуса, толщины стенки, точности и сохранения качества поверхности.
4.2. Ключевые правила и расчеты для успешной гибки труб
- Соотношение радиуса к диаметру (R/D): Это главный параметр. Для гнутой на холодную без дорна нержавеющей трубы минимально допустимый радиус гиба (R) обычно составляет не менее 3-4 её наружных диаметров (D). Меньший радиус гарантированно вызовет сильную деформацию.
- Отношение диаметра к толщине стенки (D/t): Чем тоньше стенка, тем выше риск сплющивания. При D/t > 25 практически всегда требуется использование дорна.
- Выбор профиля гиба: Для профильных труб (квадратных, прямоугольных) гибка возможна, как правило, только по широкой стороне. Попытка согнуть по узкой стороне приводит к критической деформации. Часто для сложных профилей используется гибка внакладку с предварительным надпилом.
4.3. Типичные дефекты и их причины
- Сплющивание (овализация) сечения: Труба становится овальной. Причина: Недостаточная поддержка внутренней полости (отсутствие дорна при малом радиусе), слишком большое усилие.
- Гофры (складки) на внутреннем радиусе: Появляются волны на сжимаемой внутренней стенке. Причина: Слишком тонкие стенки и малый радиус без использования дорна с правильными сегментами.
- Растрескивание внешней стенки: Причина: Превышен предел пластичности материала, слишком малый радиус гиба для данной марки и толщины стали.
- Растяжение и истончение стенки снаружи: Внешняя часть изгиба становится тоньше и может потерять прочность. Причина: Естественный процесс при гибке, который необходимо учитывать в расчетах на давление для трубопроводов.
Практический совет от СКИФ
Для неответственных декоративных элементов (поручни, стойки) допустима незначительная овализация. Но для технологических трубопроводов, особенно в пищевой или химической промышленности, где важны гидравлическое сопротивление и простота очистки CIP, допуски на овализацию строго нормированы. В таких случаях дорновая гибка — не опция, а необходимость.
Нужна гибка трубы с гарантией сохранения сечения?
Пришлите нам спецификацию: тип профиля (круг/квадрат), марку стали, размер (например, Ø38x1.5 мм), желаемый радиус и угол гиба. Наши технологи подберут оптимальный метод и рассчитают стоимость.
Skif
Нержавеющая сталь оптом от производителя
© 2025 СКИФ - Производство металлоконструкций. Все права защищены.