Лазерная резка нержавеющей стали: точность, чистота и свобода дизайна
Когда требуется изготовить деталь сложной формы из нержавеющей стали с абсолютной точностью и идеальной кромкой, на первый план выходит лазерная резка. Этот высокотехнологичный метод — не просто раскрой металла, а возможность воплотить в жизнь самый смелый инженерный замысел. В этой статье мы подробно разберем принципы работы, ключевые преимущества и особенности лазерной резки, делающие её незаменимой для пищевой, химической и многих других отраслей промышленности
1. Как это работает: принцип технологии
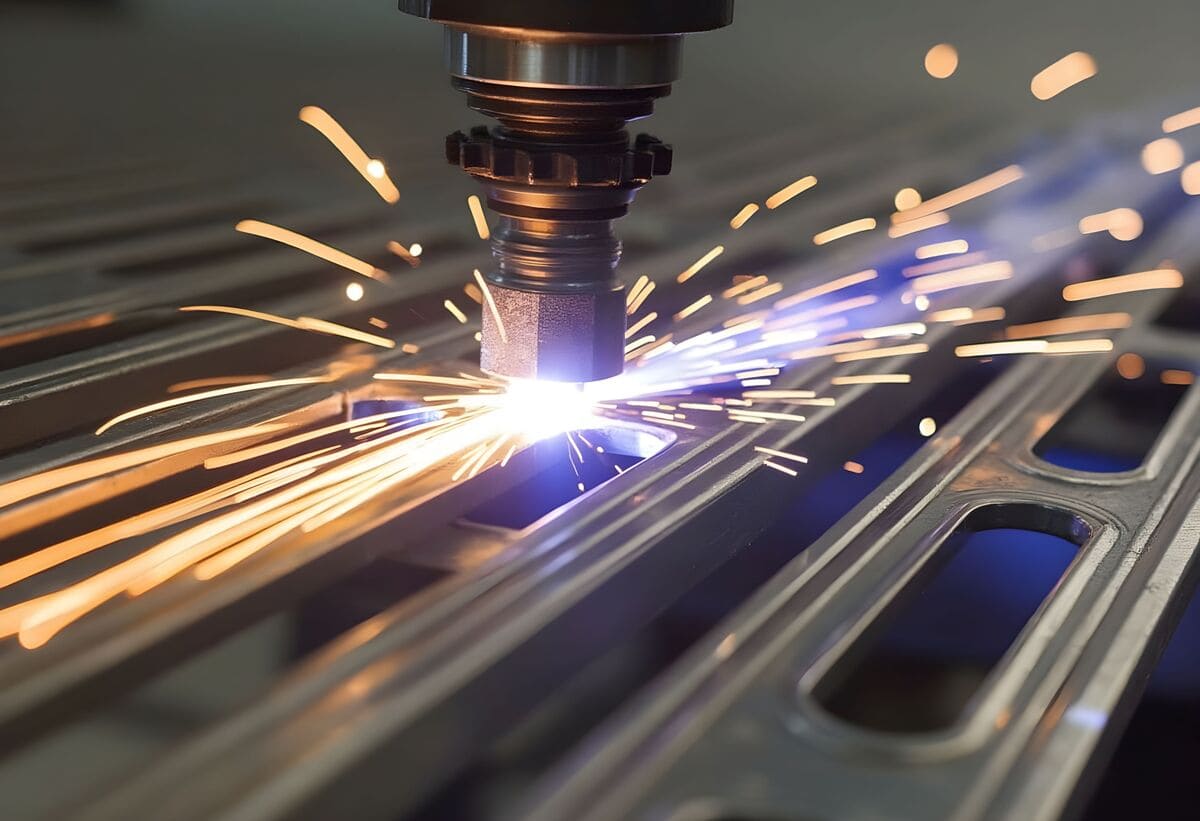
В основе метода — использование сфокусированного лазерного луча высокой мощности.
- Процесс выглядит так: луч, управляемый компьютерной программой (ЧПУ), концентрирует колоссальную энергию на микроскопическом участке металла (сечение луча всего 10–20 мкм). Материал в зоне воздействия мгновенно нагревается, плавится и испаряется.
- Роль газа: параллельно в зону реза подается струя технического газа (чаще всего — очищенный азот под высоким давлением). Он выполняет две задачи: выдувает расплавленные частицы металла, обеспечивая чистый рез, и защищает кромку от окисления, сохраняя её коррозионную стойкость и часто придавая ей характерный блестящий вид
2. Особенности резки именно нержавеющей стали
Работа с нержавеющими сплавами имеет свою специфику из-за их состава. Высокое содержание легирующих элементов (хрома, никеля) влияет на процесс:
- Образование тугоплавких окислов: Может затруднять прохождение луча и требовать точной настройки мощности.
- Низкая текучесть сплава: Усложняет процесс выдува расплава, поэтому критически важен правильный выбор давления и состава газа.
- Риск зашлаковывания: Неправильные настройки могут привести к образованию грата (наплывов) на нижней кромке. Качественное оборудование и верные параметры резки сводят этот риск к нулю.
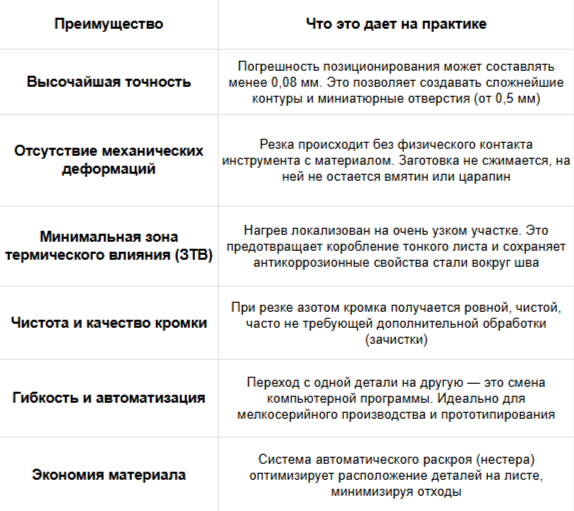
3. Ключевые преимущества лазерной резки
Этот метод кардинально отличается от механических способов раскроя и выигрывает у многих термических.
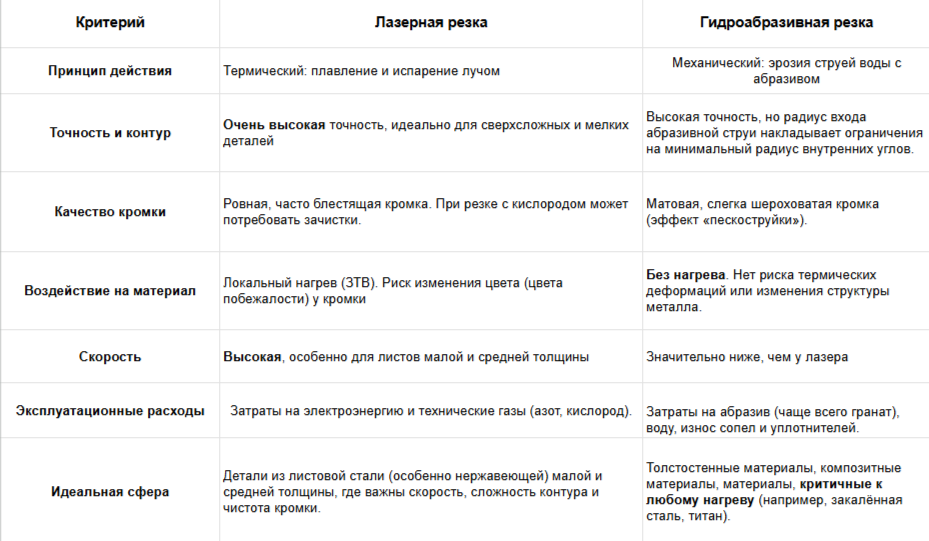
4. Лазер против других методов: объективное сравнение
Чтобы понять место лазерной резки, сравним её с другим популярным высокоточным методом.
5. Почему лазерная резка незаменима для пищевой промышленности?
Требования к оборудованию для пищепрома — гигиеничность, долговечность, простота очистки — делают лазерную резку идеальным выбором для его создания.
- Безупречная кромка: Отсутствие заусенцев и микропор на резе исключает накопление бактерий и остатков продукта, что соответствует принципам ХАССП и гигиеничного дизайна.
- Свобода форм: Можно изготовить деталь любой, даже самой органической формы (например, элементы конструкций для молочных или мясоперерабатывающих линий), что невозможно при штамповке.
- Сохранение свойств стали: Минимальная ЗТВ гарантирует, что коррозионная стойкость нержавеющей стали (AISI 304, 316) не будет нарушена по краям изделия.
Практический совет от СКИФ
Чтобы получить идеальный результат при лазерной резке нержавейки, важно правильно подобрать баланс между мощностью лазера, скоростью движения головки и давлением газа. Слишком высокая мощность или низкая скорость приведут к перегреву и образованию грата, а слишком высокая скорость — к неполному резу. Наши технологи рассчитывают эти параметры индивидуально для каждой задачи, учитывая марку и толщину стали.
Лазерная резка — это современный, высокоточный и экономически эффективный способ обработки нержавеющей стали. Она открывает возможности для инновационного дизайна и производства деталей, которые отвечают самым строгим отраслевым стандартам, особенно в пищевой и фармацевтической промышленности.
Нужен точный расчёт и безупречное качество резки?
Доверьте задачу профессионалам. Компания СКИФ выполняет лазерную резку нержавеющей стали на современном оборудовании. Мы гарантируем оптимальный раскрой, чистую кромку и строгое соответствие вашим чертежам.
Нужен точный расчёт и безупречное качество резки?
Доверьте задачу профессионалам. Компания СКИФ выполняет лазерную резку нержавеющей стали на современном оборудовании. Мы гарантируем оптимальный раскрой, чистую кромку и строгое соответствие вашим чертежам.
Гильотинная и плазменная резка: когда они нужны для нержавеющей стали?
В мире раскроя металла не существует универсального решения. Если лазерная резка — это эталон точности для сложных деталей, то для массового производства прямых заготовок или работы с толстым металлом на первый план выходят проверенные временем методы: гильотинная и плазменная резка. В этой статье мы разберем, в каких задачах эти технологии не имеют равных по эффективности и экономичности.
1. Гильотинная резка: скорость и экономия для прямых линий
Принцип работы: Классический механический способ. Острый нож под большим усилием опускается на лист металла, совершая прямой рез по линейке (упору).
Ключевые преимущества:
- Высочайшая скорость для прямых резов. Это самый быстрый способ нарезать лист на одинаковые полосы или заготовки.
- Самая низкая себестоимость реза. Отсутствие дорогостоящих расходников (газы, электроэнергия для плавления).
- Идеально ровный, перпендикулярный срез без скоса.
- Прочность и надежность оборудования, простота обслуживания.
Особенности для нержавеющей стали: Для резки нержавейки используется специальный нож с острым углом заточки, рассчитанный на вязкий и твердый материал. Это минимизирует деформацию кромки.
Идеальная сфера применения:
- Поточное производство простых заготовок (прямоугольников, полос).
- Подготовка листа перед дальнейшей обработкой (гибкой, штамповкой).
- Задачи, где важна максимальная экономия при больших объемах и нет требований к фигурному резу.
2. Плазменная резка: мощность для толстого металла
Принцип работы: Электрическая дуга, ионизирующая подаваемый под давлением газ (воздух, кислород, азот), создает поток высокотемпературной плазмы (до 30 000°C), который мгновенно расплавляет и выдувает металл в зоне реза.
Ключевые преимущества:
- Работа с большой толщиной (от 20 мм и выше, где лазер экономически невыгоден или невозможен).
- Высокая скорость резки толстого металла.
- Относительная универсальность: Может резать любые токопроводящие металлы, включая окрашенные или ржавые.
- Мобильность: Существуют ручные плазменные аппараты для работ непосредственно на объекте.
Особенности для нержавеющей стали: Для получения приемлемого качества кромки без сильного окисления используется азот или смесь газов (например, азот с водородом). Однако даже в этом случае характерны скос кромки (раструб) и зона термического влияния с окалиной, требующая зачистки для сварки или эстетики.
Идеальная сфера применения:
- Раскрой толстолистовой (от 20 мм) нержавеющей стали.
- Изготовление крупногабаритных деталей, где допуски не критичны (основания станков, каркасы).
- Демонтажные работы, резка на месте монтажа.
- Задачи, где главный критерий — соотношение "толщина металла / скорость работы / стоимость".
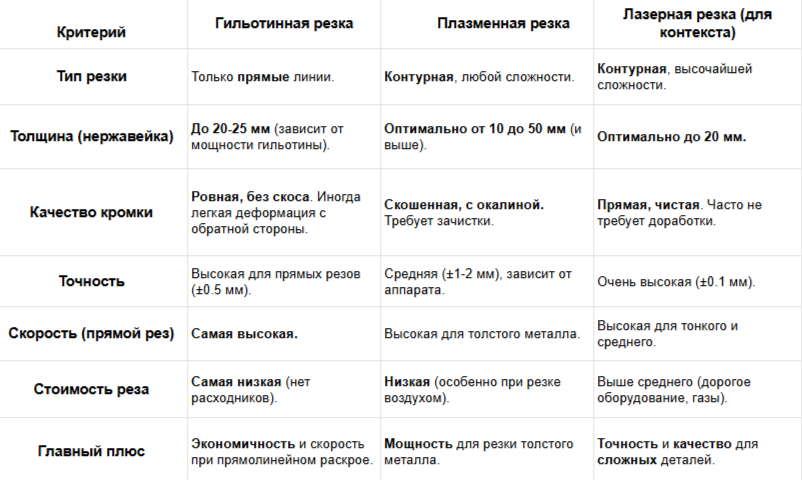
3. Сравнительная таблица: что выбрать для вашей задачи?
Эта таблица поможет быстро принять решение
4. Практические рекомендации и частые ошибки
- Ошибка: Заказывать плазменную резку для тонкого листа (1-3 мм) в надежде сэкономить.
- Результат: Сильная деформация от перегрева, оплавленные края, большой скос.
- Решение: Для тонкой нержавейки используйте лазерную или даже гильотинную резку (если деталь простая).
- Ошибка: Пытаться получить от гильотинной резки фигурную деталь.
- Результат: Это технологически невозможно.
- Решение: Для контурных деталей сразу выбирайте лазерную (для точности) или плазменную (для толстого металла с последующей механической доработкой).
Выбор между гильотиной и плазмой определяется тремя ключевыми параметрами вашей заготовки: геометрия (прямая/фигурная), толщина металла и требования к качеству кромки. Гильотина — чемпион по экономии на прямых резах, плазма — мощный инструмент для толстого контурного металла, где допустимы некоторые погрешности. Для сложных и точных деталей из тонкой и средней стали неизменным фаворитом остается лазер.
Затрудняетесь с выбором технологии?
Пришлите нашему технологу чертеж или параметры заготовки (материал, толщина, контур, требуемая точность). Мы бесплатно проведем анализ и порекомендуем оптимальный и самый выгодный для вас способ раскроя.
Skif
Нержавеющая сталь оптом от производителя
© 2025 СКИФ - Производство металлоконструкций. Все права защищены.